针对于发那科系统数控系统模具加工中心做产品,设备利用率比较高,相对使用带来的故障率也高,这几年多多少少也了解一些发那科加工中心机床参数方面的知识,对于发那科加工中心这块的维修和使用是有帮助的,大家看下不足之处,欢迎交流指出。
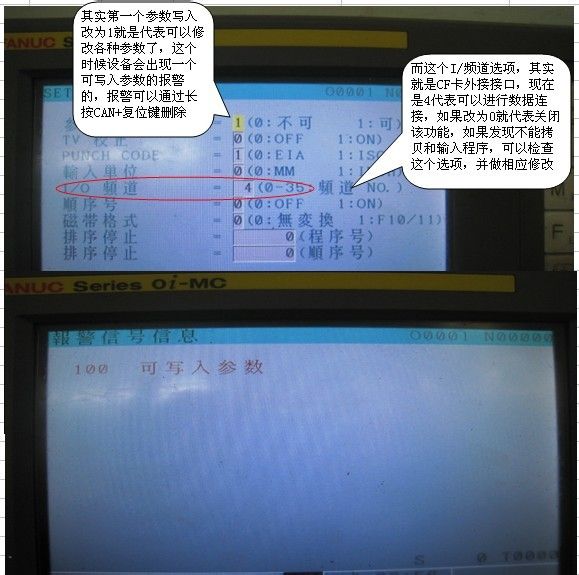
第三项,输入单位 ,其实就是O让你选择公制单位(毫米),1就是英子单位(英寸),这个单位不能乱改,不然加工的产品全部要干报费了,
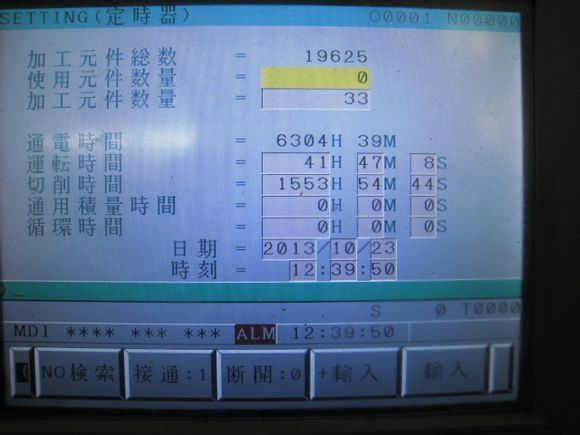
在上面的参数写入界面,直接按面板的翻页键,大概翻两页左右,就会出现这个界面,很多客户问过,如何修改设备的时间和日期等东西,其实就是在这个界面上更该(光标移动到具体数字上就可以修改),大家可试试,都是中文都能看懂。
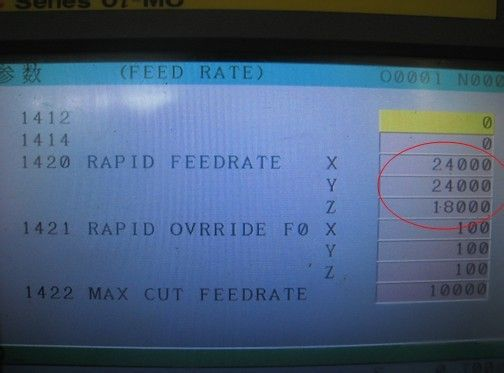
参数界面的 1420#参数,这个参数应该是比较实用的,就是设备各轴的快速移动速度,即GOO在100%倍率下得移动速度。例如现在图片内XYZ各轴的移动速度就是X轴24米,Y轴24米,Z轴18米,一般线轨的设备打这么快没问题,如果是矩形导轨还是不要开那么快。
很多参数大家不要随意去改,都是厂家出厂设置参数,大家可以了解下,要改得话也请记录好修改前的数据。
这几个参数楼主曾经改过,因为当时一台模具加工中心设备的X轴移动时有异响,然后检查发现X轴丝杆轴承需要更换,而模具加工中心厂家日本NSK轴承仓库暂时没有库存,X轴移动时空跑得负载都在50%多,所以就把参数减半,降低了X轴移动速度,降低X轴轴承的磨损速度,后来轴承到后又改回来了。
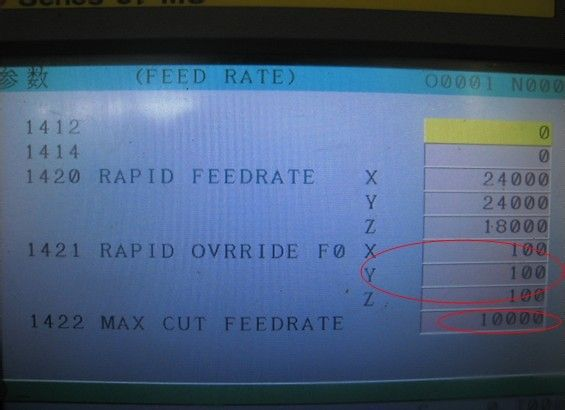
1421#就是设备各轴在0%倍率下的快速移动速度,这个其实一般不需要调整什么。
1422#就是最大切削进给速度(各轴通用的),就是我们F值能设定的最大值。其实这个值就是一个上限值。
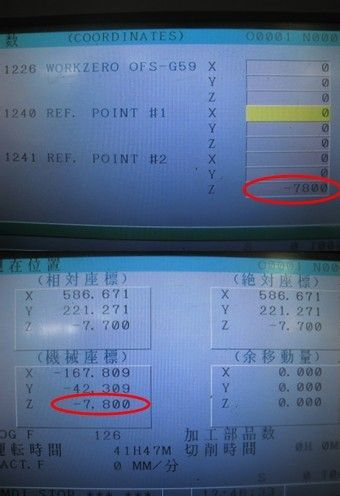
1241#参数,这个参数十分实用,就是机床第二原点设定,一般设备的第二原点就是它的换刀原点,很多设备加工中为提高效率,节省时间,X坐标值和Y坐标值是不设定的(某种特殊情况下要设定,以后会讲到,牵涉到后面的参数,后期再讲),即可在任意位置换刀,但是Z值是一定要设定的,这个位置关系到刀臂卡口和刀具卡紧的位置,图中红色圆圈内的数字-7800就是设备第二原点Z值坐标,该设备换刀时它的Z轴机械坐标一定是与该参数数据相对应的(如下图红色圆圈内所示),大家可以在自己设备换刀的时候,翻看下,了解下。
然后,这个1241#参数Z轴坐标值一般在什么情况下要调整呢?
例如:
1.相对编码器回零的设备(即常说的撞块挡板式回零),在更换感应开关后,需要重新设定该参数。
2.绝对编码器回零的设备(绝对编码器回零与相对编码器回零的设备的区别就是,开机后可以不用回零,直接加工,因为原点坐标已经通过绝对值的方式,通过电池储存在CNC里),在重新设定Z轴机械坐标原点后,也要相应的修改该参数。
3.设备误操作,Z轴撞机后,导致Z轴换刀点变化,需要重新设定该参数(其实就是表现在Z轴撞了后,换刀的声音异响,其实这时候换刀点已经产生偏移,久而久之就容易伤刀臂和刀具)。
4.换刀故障,经过检查发现换刀原点跑动后,也要重新设定该参数。
接着上图的的1320#和1321#参数聊下。
很多朋友可能会说既然这是厂家设定好了得参数,我们都不能动啊,和我们说了和没说一样,我们不能能随便改。
其实,有时候这些参数是要活学活用的,这样我们工作会更有效率,更简洁。
例如1320#参数,相对编码器回零的设备(即常说的撞块挡板式回零),有时候经常会出现每次回零都超程,回零回不好的现象,如果要拆下来修撞块,非常麻烦,而且修完还要修改坐标原点。例如X方向回零老是显示+方向超程,这时候我们其实可以完全把1320#参数的X值对应的改大一点,例如上图的5000,我们可以把它改到8000,试下回零,不行,再改到10000试试,一般都能成功回零,成功回零后把参数改回5000就行,不影响正常工作,因为撞块式的内部卡簧经常因为进水,进了铁屑会导致回零时卡死,但是可能你回次零,撞动它,它又好了,改这个参数要注意,如果你多次改大回零位置参数一直没效果,最后直接硬超程了,就不要尝试这种方法了,把参数改回来,把撞块拆下来修吧。
1321#参数,一般什么时候要修改呢,比如我们要再设备上装夹个大工件或者夹具,很大,装在设备上可能工作台的后方(Y轴-方向),还悬出了一部分,虽然加工不影响,但是如果员工不小心快速移动设备Y轴-方向,很可能导致夹具或者工件撞在设备的Z轴丝杆防护钣金上。同理,如果夹具或者工件X-方向伸出过长,误操作则会撞在设备的内部防护钣金上,所以,为了防止员工误操作,我们可以记录夹具或工件与设备快要接触的位置,提前设定1321#参数的-方向超程值,保证两者未相撞之前,系统已经提前报警。说白了,就是把导轨行程缩短。





