
CNC加工中心的刀库种类及换刀形式 二维码
1198
发表时间:2015-12-25 10:03
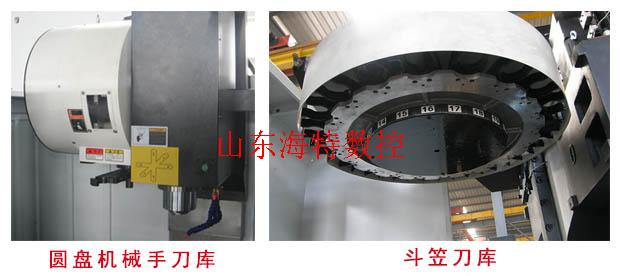
我们知道,对于一个工件完整的工序加工,可能要涉及到铣、钻、攻等多道复杂工序。完成这些工序需要使用不同的加工刀具。CNC加工中心正因为配置有刀库及自动换刀装置,才使得它具有高效的复合集中的加工能力。该装置也是立式加工中心的独一无二的典型配置,下面就简单介绍一下,常配刀库的类型及自动换刀方面的一些知识,希望对大家有借鉴作用。 简单来说,CNC加工中心根据加工能力和规格型号的不同,常配置的刀库类型主要有斗笠式刀库、圆盘机械手刀库和链式刀库等三大类。具体我们看一下都有什么特点。 斗笠式刀库,也叫单盘式刀库,这类刀库的容量一般较小,最多可以存储20多把。因其外观像一个斗笠而得名。这种天刀库的换刀形式是在CNC加工中心需要换刀时整个刀库向主轴移动。当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。这种换刀形式决定了其换刀时间较慢,一般一个换刀时间要持续5秒左右,但相对其它刀库类型具有性价比较高结构简单、成本低、易于维修的特点,一般应用于经济型的CNC加工中心上。 链式刀库的特点是存刀多。一般都在20把以上,多的可以存100把。它是通过链条将要换的刀具传到指定位置。由机械手把刀装到主轴上,全部换刀动作均采用电动机加机械凸轮的结构。正是因是链条式结构,这就决定了刀库自身存在着机械刚性差、传动间隙大、定位精度差等机械缺陷。这种类型的刀库CNC加工中心用的较少,少量用在大规格的型号上。 圆盘机械手刀库因其具有点对点换刀、换刀速度快、装刀量大、效率高以及故障率小等特点,是现在CNC加工中心比较主流的刀库配置。一般简称机械手刀库,因为基本换刀动作是:机械手臂同时拔出刀库中及主轴上的刀具旋转180°同时插入刀具,其换刀时间一般2秒左右就可完成,整个过程无需人工换刀,可缩短加工时间提高效率。以上是CNC加工中心几种刀库的介绍,具体配备什么样的刀库要根据个人喜好和具体情况来定。海特数控采用台湾先进技术专业生产各种高性价比的CNC加工中心,如果您有对CNC加工中心的需要欢迎登录http://www.mjjgzx.com查询,我们竭诚为您服务。 上一篇龙门加工中心的特点和分类
文章分类:
咨询文章
|
 众所周知,CNC加工中心是高度机电一体化的新型加工设备。机床因配置CNC数控系统、伺服控制系统等控制装置和刀库及自动换刀装置以及高精度的定位装置等各功能部件,因此机床具有高度自动化加工、复合集中化加工以及异形复杂曲面加工等特点。其最大的加工特点是,机床在控制装置的控制下,通过向换刀装置和进给系统持续不断的发出加工指令,实现工件只需一次装夹就可完成其钻、镗、攻、铣、铰等多道工序的高精、高效加工。
众所周知,CNC加工中心是高度机电一体化的新型加工设备。机床因配置CNC数控系统、伺服控制系统等控制装置和刀库及自动换刀装置以及高精度的定位装置等各功能部件,因此机床具有高度自动化加工、复合集中化加工以及异形复杂曲面加工等特点。其最大的加工特点是,机床在控制装置的控制下,通过向换刀装置和进给系统持续不断的发出加工指令,实现工件只需一次装夹就可完成其钻、镗、攻、铣、铰等多道工序的高精、高效加工。